铝压铸件缺陷原因是什么?怎么处理?
铝合金的密度相较于铁和钢小,且强度较高,在铸造件中,外表美观、质量轻,有利于铸造结构复杂的零件,同时也可以减轻结构的重量,因此在汽车、航空、运输机械制造中得到广泛利用,但在压铸工艺中也难免会产生缺陷,那铝压铸件缺陷原因是什么?怎么处理?

缺陷一、压铸预热不均匀,表面有裂纹,导致压铸铝件表面有类似于网状的凸起和凹陷的痕迹
缺陷二、浇筑温度偏低,位置偏斜,导致压铸铝件表面有不规则的、形状细小且狭长的纹路;
缺陷三、压铸模局部温度过高,开模过早,导致压铸铝件厚大部分的表面产生有状如盘碟的凹痕;
缺陷四、拼接活动部分松动、磨损,导致铝压铸件表面出现阶梯痕迹;
缺陷五、压铸模型表面有金属或非金属残留物或在浇筑当中杂质附在型腔表面,导致铝言铸件表面基体部分熔接亮色不均匀;
缺陷六、压铸模型内浇筑的位置方向和形状不当,或金属液冲刷剧烈部位的冷却不够,导致铝压铸件表面粗糙面明显;
缺陷七、未冷却好,导致压铸铝局部位置有凸纹;
缺陷八、填充速度低、时间短,浇筑系统不合理,导致铝铸件表面产生流痕。
综上不难看出,铝压铸件缺陷的原因主要在于模具渗入杂质、温度调节高低、位置调节不当等原因,使压铸出来的铝件表面产生颜色不均匀、出现凸起、有流痕等问题,铝压铸件缺陷怎么处理?
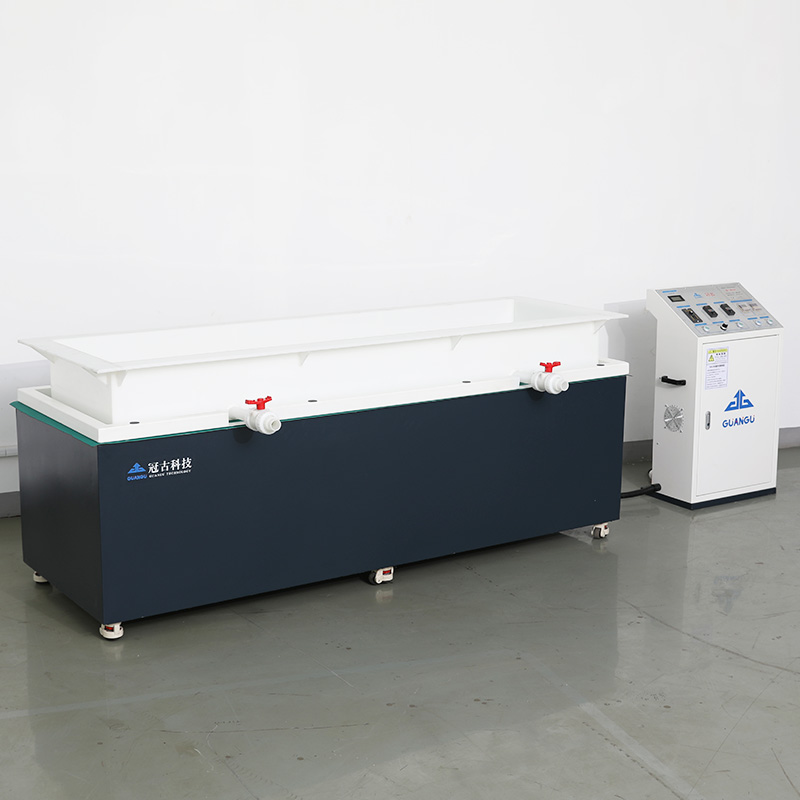
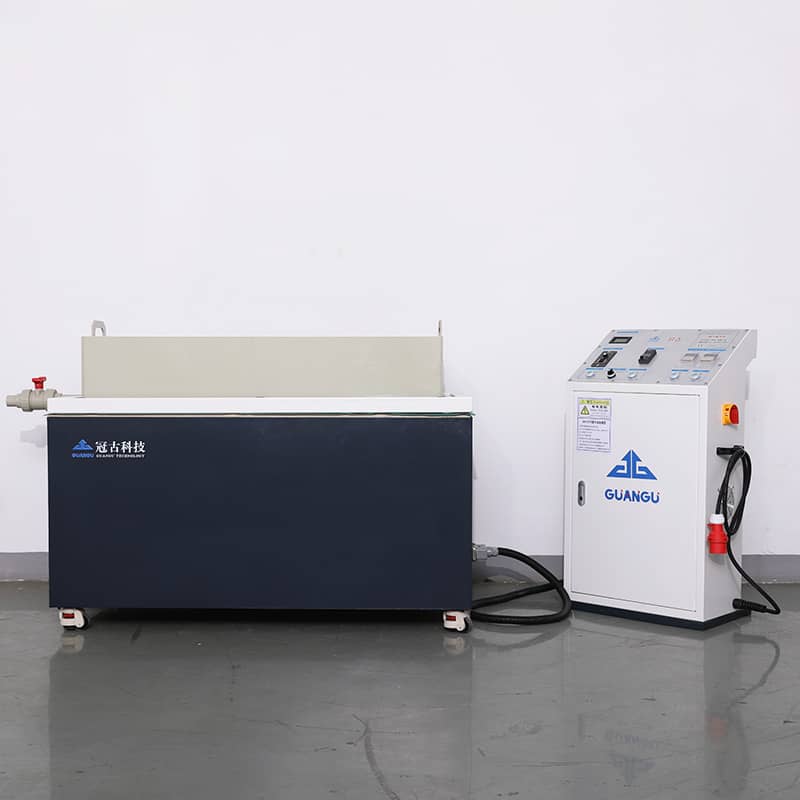
铝压铸件的表面摩擦粗糙,有痕迹,不规则的纹路这些问题,可以采用全自动磁力抛光机进行研磨清洗,如果说生产的铝铸件产品是小件,产品要求不高,价格便宜些的,可以选择小型普通的磁力抛光机;如果生产的铝铸件产品是中型件,可选取平移式的磁力抛光机。
磁力抛光机是通过金属(金属钢针)与金属(工件)之间的充分研磨从而达到研磨效果,但若是金属与金属之间无法产生良好的翻滚、碰撞是难以达到要求的。因此,铝压铸件缺陷用磁力抛光机处理时,要充分考虑都工件尺寸大小与研磨桶的匹配度。
-
2022-12-01种植体表面处理新型技术是什么?
-
2022-10-14不锈钢冲压件去毛刺