异形孔去毛刺效果图
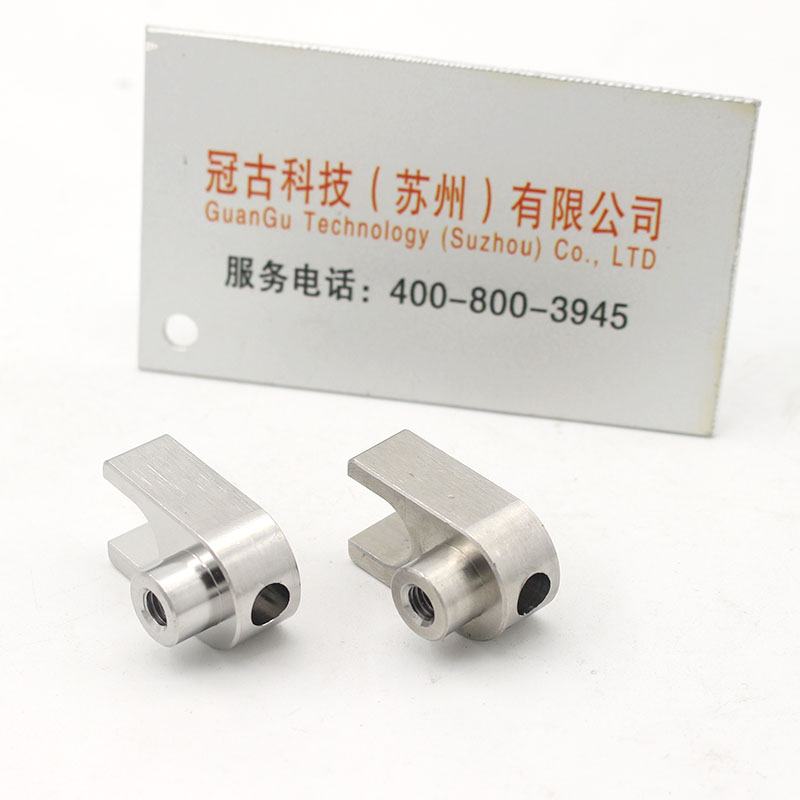
形状复杂、不规则的异形孔零件,CNC加工的数控铣、数控车和电火花切割线技术,通过数控机床改编G代码人工编程,就可以实现精密的批量生产,但面对机械加工中表面产生毛刺的问题,也进一步会影响产品的加工和使用。该怎么解决呢?
异形孔去毛刺效果图,,在抛光之前,异形孔表面有小毛刺且颜色暗沉,用磁力抛光机研磨后,不仅没有毛刺且提高零件亮度。




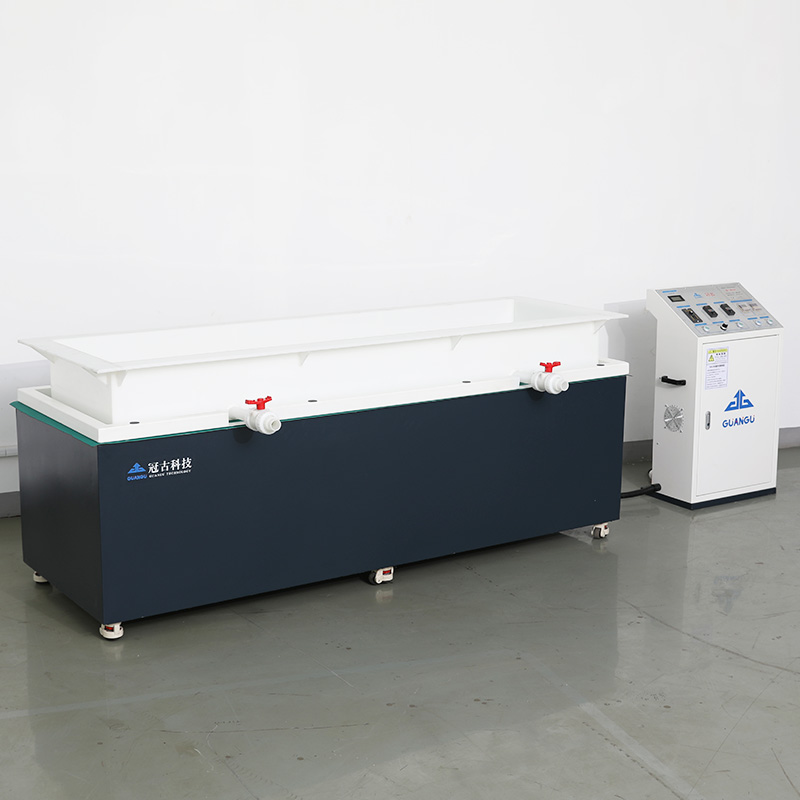
磁力抛光机操作的关键是要设法得到的抛光速率,以便尽快除去磨光时产生的损伤层。同时也要使抛光损伤层不会影响最终观察到的组织,即不会造成假组织。前者要求使用较粗的磨料,以保证大的抛光速率来去除磨光的损伤层,但抛光损伤层也较深;后者要求使用的材料,使抛光损伤层较浅,但抛光速率低。解决这个矛盾的的办法就是把抛光分为两个阶段进行。粗抛目的是去除磨光损伤层,这一阶段应具有的抛光速率,粗抛形成的表层损伤是次要的考虑,不过也应当尽可能小;其次是精抛(或称终抛),其目的是去除粗抛产生的表层损伤,使抛光损伤减到。抛光机抛光时,试样磨面与抛光盘应平行并均匀地轻压在抛光盘上。
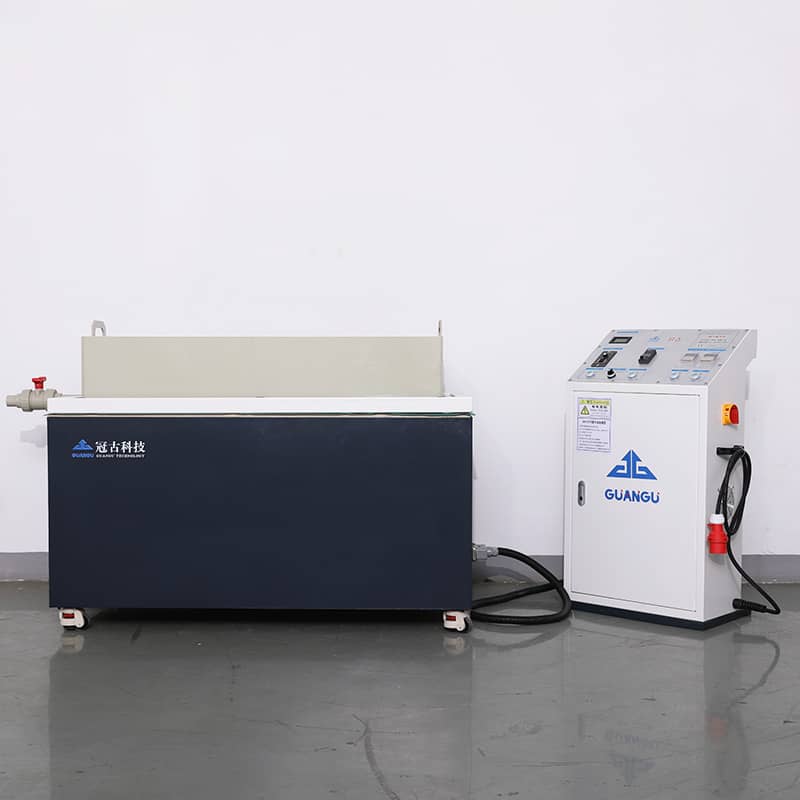
磁力研磨机虽然功能强大但也不是适合所有工厂的。在不同的制造行业,需要配置相对应的机器。对于产量要求比较大的工厂。要做到合理的分配加工工序。根据每一道工序,做具体的研磨安排。
磁力抛光机水位调节:
理论上,磁力抛光机在研磨抛光时候,水少可以节省抛光液,有便以抛光工件的往下的压力(水有浮力),建议在工件个体大,轻的时候.水尽量少.对于实芯工件,重,的时候,建议水可以适当加多,有利益工件的上浮。
磁针的选择主要是根据您的产品外观的质量标准是怎样的,钢针越粗研磨时间相对来讲会短一些,但是表面会比较粗一些。相反、钢针比较细的研磨时间会长一些,如果您的工件死角比较多,细的钢针就研磨得到位一些。相对来讲研磨出来的表面会光滑一些,手感会好一些。
-
2022-12-01种植体表面处理新型技术是什么?
-
2022-10-14不锈钢冲压件去毛刺